News & Media
The McLaughlin Thermal Spray Blog Spot
July 8th, 2024
Tungsten Carbide Powder Prices to Increase Sharply Soon
In mid May, 2024, the US government instituted a 25% tariff on all products imported from China. China produces most, if not all WC powder used by US coating shops. So all powders containing WC will be increasing shortly when current inventory of thermal spray powder is exhausted and must be replenished. US manufacturers using products imported from China will be forced to pass on the cost of the tariffs to their customers.
While the move by the US government is designed to protect US manufacturers and producers, the unintended consequences are that US coating job shops will be paying around another $7 per lb for these powders.
Polymet has plenty of inventory of WC Co Cr, 88/12, 93/17 and 90/10 powders in 45/15 particle size. Call us to get a quote. Our inventory is expected to last until at least September 1, 2024.
September 11, 2024 - One Minute Mentor
“The Bond Coat” and Why We Use It - By Ray Sinatra
A good thermal spray coating begins with proper surface preparation, and includes:
1) Cleaning – by solvent or aqueous solution to remove grease and other organics
2) Masking the adjacent coating areas. Hard mask or tape
2) Roughening - by grit blasting with aluminum oxide or other metallic grit. Creating an “Anchor Profile”.
3) Spraying - a bond coat of nickel aluminum like PMET 884 or PMET 885 or other bonding material
Grit blast preparation is still an important step for coating adhesion, but gaining good mechanical locking from the “keying” effect of grit blasting can be difficult with some substrate materials and geometries. Also known as the Anchor Profile.
Bond coats were first developed in the 1960’s as a method of improving the adhesion of a thermal spray coating to a substrate. A bond coat provides added assurance that good coating adhesion occurs between the substrate and coating. A bond coat provides the ideal surface for a top coat to bond.
The classic Nickel Aluminum bond coat (PMET 884 or 885) is a formulated composite that undergoes an exothermic reaction during spraying and is self-bonding to many materials.
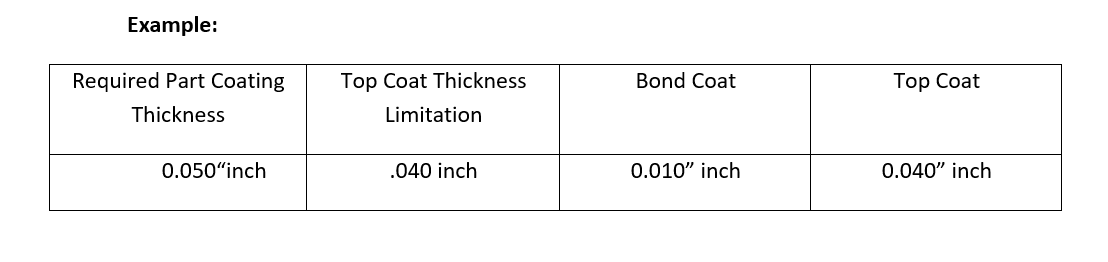
Typical bond coat thickness: 0.003 - 0.006 inch
- A bond coat thickness less than 0.003 inch may not provide complete coverage
- A bond coat thickness greater than 0.006” does not increase the bond strength but may be used as “filler” for thickness limited top coats. And adds unnecessary cost.
September 27, 2024
Inconel or Hastelloy; Which is Better? - By Scott McLaughlin
When it is better to use Hastelloy C-276? When is it better to use Inconel 625?
Both are Ni Cr Super Alloys and offer excellent corrosion protection. Both can be applied with twin wire arc spray as a wire feedstock or as a powder feedstock with either plasma arc spray or HVOF devices or combustion flame spray. Both provide good but not excellent wear protection since their hardness is not as high as most tungsten carbide (WC) based materials.
Inconel 625 has a hardness of 90-95 Rb scale or HV (Vickers hardness) of about 200. Hastelloy has a Rc of 30-40 or HV of 345. WC 88/12 has a Rockwell of 70 and Vickers of 1400. Therefore, neither Inconel or Hastelloy is going to help with wear resistance. Where they are best used are in applications where the pH is either very high (basic) or very low (acidic).
Bottomline is that Hastelloy is better choice when the pH is low; 1-3 pH. Inconel is better when the pH is high; 12-14.
Both are most often applied using twin wire arc spray. However, twin wire arc produces a coating that will have some inherent porosity (4-8%) which can allow a corrosive agent to seep into the coating through the interconnected porosity and attack the base metal. That leads to crevice corrosion and will cause the coating to delaminate from the substrate. So, if using either Inconel or Hastelloy it would be best to use some sort of sealer.
Please reach out to us if we can help with a quote on either material! info@mclaughlinthermalspray.com

Articles Published
TPJ Article Designing Collection System For Weld Seam Remetallizing March 2011
TPJ Article Recycling Remetallizing Byproducts April May 2013
SPRAYTIME Article Recycling Thermal Spray Overspray Dust and More 2nd Q 2013
SPRAYTIME Article Versagrind 3rd Q 2014
SPRAYTIME Article Hiring Thermal Spray Technicians 2nd Q 2016
SPRAYTIME Article Selling Your Thermal Spray Coating Job Shop 3rd Q 2022
SPRAYTIME Article Creating a Job Shop Business Plan 2nd Q 2024
Contact Us Today for
A Free Consultation.
© 2024 McLaughlin & Associates Thermal Spray Inc. All Rights Reserved | Privacy Policy